产品展示
服务中心
应用案例
企业资讯
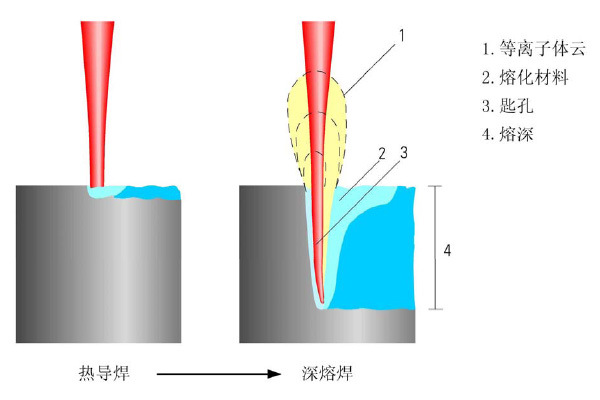
热导焊:激光功率密度较低(105~106W/cm2),工件吸收激光仅表面熔化,依靠热传导向工件内部传递热量形成熔池。
深熔焊:激光功率密度高(>106W/cm2),工件吸收激光迅速熔化至气化,在气化反冲压力作用下,熔池向下凹陷形成深熔小孔。小孔随着激光束沿焊接方向移动,小孔前方熔化金属绕过小孔流向后方,凝固后形成焊缝。
◆ 速度快、效率高、重复性好
◆ 焊缝深宽比大、热影响区小、形变小
◆ 焊缝区域组织细密
◆ 易实现异种材料、高熔点难焊材料的焊接
◆ 维护成本低、效费比高